CUTTING TOOLS FOR LATHES
Tool Geometry. For cutting tools, geometry depends mainly on the properties of the tool material and the work material. The standard terminology is shown in the following figure. For single point tools, the most important angles are the rake angles and the end and side relief angles.
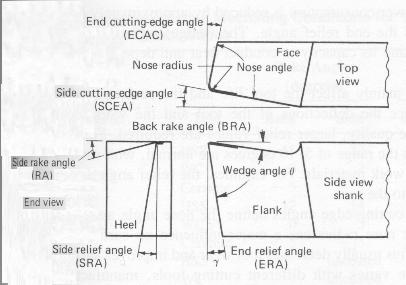
The back rake angle affects the ability of the tool to shear the work material and form the chip. It can be positive or negative. Positive rake angles reduce the cutting forces resulting in smaller deflections of the workpiece, tool holder, and machine. If the back rake angle is too large, the strength of the tool is reduced as well as its capacity to conduct heat. In machining hard work materials, the back rake angle must be small, even negative for carbide and diamond tools. The higher the hardness, the smaller the back rake angle. For high-speed steels, back rake angle is normally chosen in the positive range.
Most lathe operations are done with relatively simple, single-point cutting tools. On right-hand and left-hand turning and facing tools, the cutting takes
place on the side of the tool; therefore the side rake angle is of primary importance and deep cuts can be made. On the round-nose turning tools, cutoff
tools, finishing tools, and some threading tools, cutting takes place on or near the end of the tool, and the back rake is therefore of importance. Such
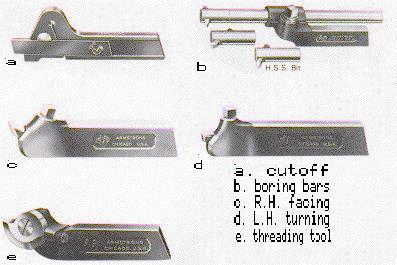
tools are used with relatively light depths of cut. Because tool materials are expensive, it is desirable to use as little as possible. It is essential, at the same, that the cutting tool be supported in a strong, rigid manner to minimize deflection and possible vibration. Consequently, lathe tools are supported in various types of heavy, forged steel tool holders, as shown in the figure.
Most lathe operations are done with relatively simple, single-point cutting tools. On right-hand and left-hand turning and facing tools, the cutting takes
place on the side of the tool; therefore the side rake angle is of primary importance and deep cuts can be made. On the round-nose turning tools, cutoff
tools, finishing tools, and some threading tools, cutting takes place on or near the end of the tool, and the back rake is therefore of importance. Such
tools are used with relatively light depths of cut. Because tool materials are expensive, it is desirable to use as little as possible. It is essential, at the same, that the cutting tool be supported in a strong, rigid manner to minimize deflection and possible vibration. Consequently, lathe tools are supported in various types of heavy, forged steel tool holders, as shown in the figure.
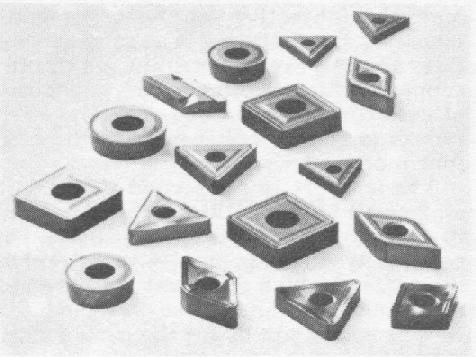
The tool bit should be clamped in the tool holder with minimum overhang.Otherwise, tool chatter and a poor surface finish may result. In the use of carbide, ceramic, or coated carbides for mass production work, throwaway inserts are used; these can be purchased in great variety of shapes,geometrics (nose radius, tool angle, and groove geometry), and sizes.